Treatment Solutions for Processing Spent Caustics
MERICON™ I, II, III | Treatment Solutions
Developed by Merichem®, MERICON™ I, II and III are on-site treatment technologies used in the processing of spent caustics for BOD/COD reduction, odor control and/or pH adjustment.
These solutions employ either oxidation or acidification—along with the option of final neutralization—to yield a neutral brine effluent stream acceptable for disposal to wastewater treating facilities, evaporation ponds or waterways.
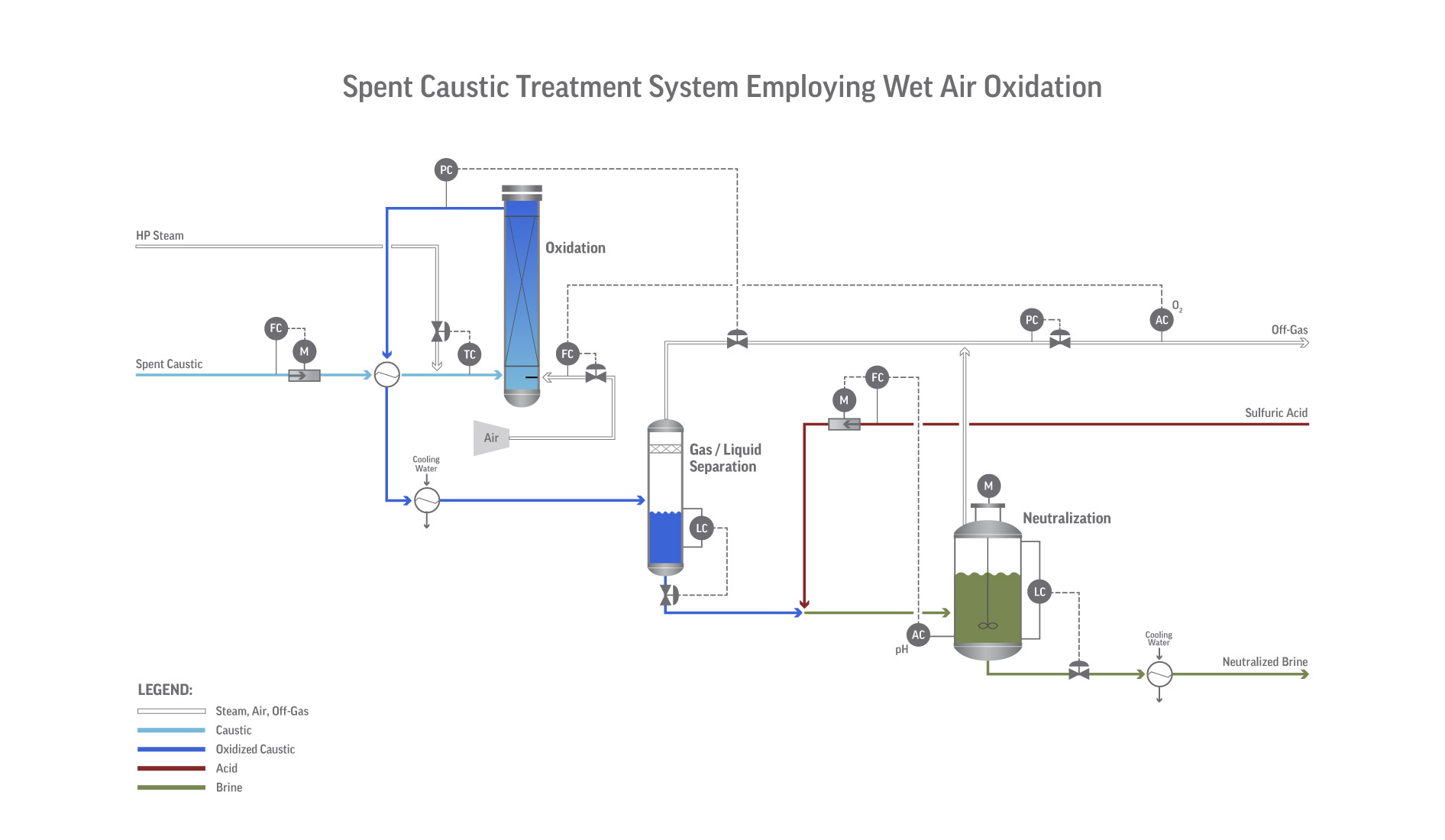
MERICON™ I Advantages
- Best for sulfidic spent caustics treatment with less demanding COD specs
- Oxidizes sulfides to sulfate and thiosulfate; oxidizes mercaptides to disulfide oils
- Reduces chemical oxygen demand (COD) by 75%
- Low pressure and temperature operation allows the use of stainless steel, reducing capital expenses
- Uses plant air—no dedicated air compressors required—reducing operating expenses
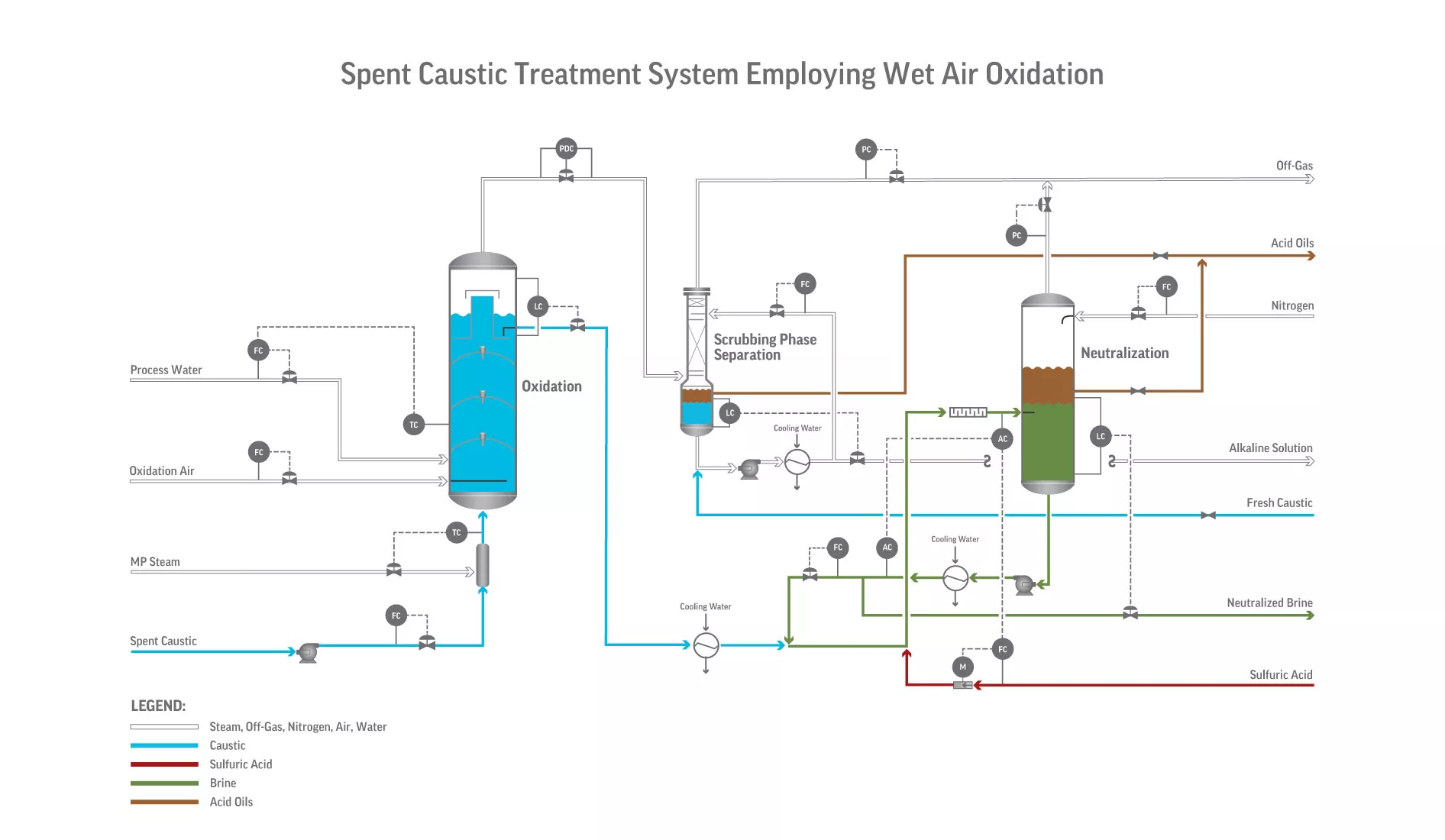
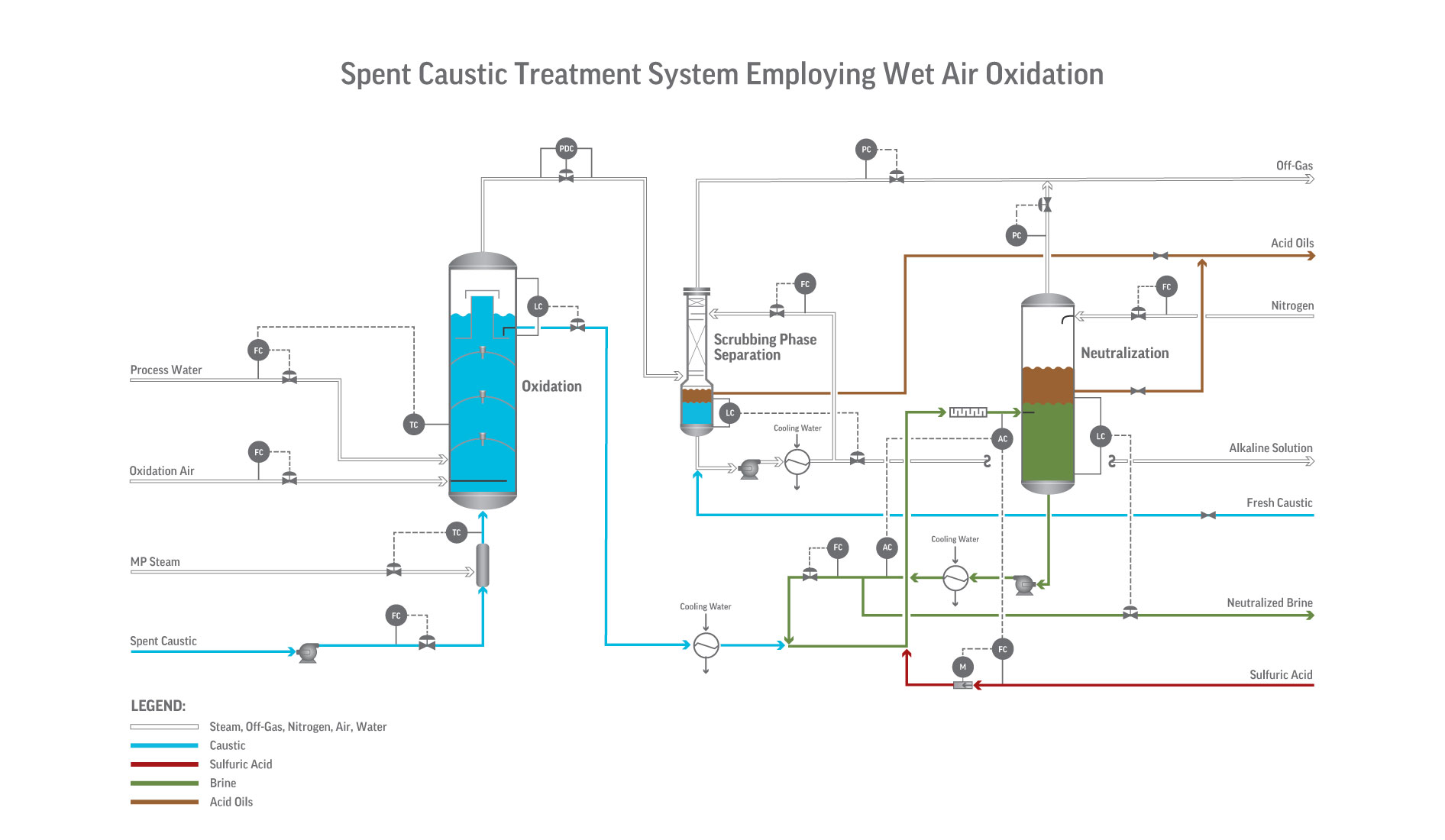
MERICON™ II Advantages
- Effective in treating all mixed refinery and ethylene caustics, including naphthenic and phenolic caustics, to low COD specifications
- Oxidizes spent caustics at high pressures (30-100 barg) and temperatures (200° – 300° C) to reduce COD by 98+%.
- Oxidizes all sulfides and thiosulfates to sulfates; destroys phenolics, naphthenics and mercaptides depending on oxidation temperature.
- Effective in treating sulfidic caustics at low pressures and temperatures, and in treating mixed refinery caustics, including naphthenic caustics at higher pressures and temperatures
- Non-catalyst process
- Minimum contaminates in the final brine
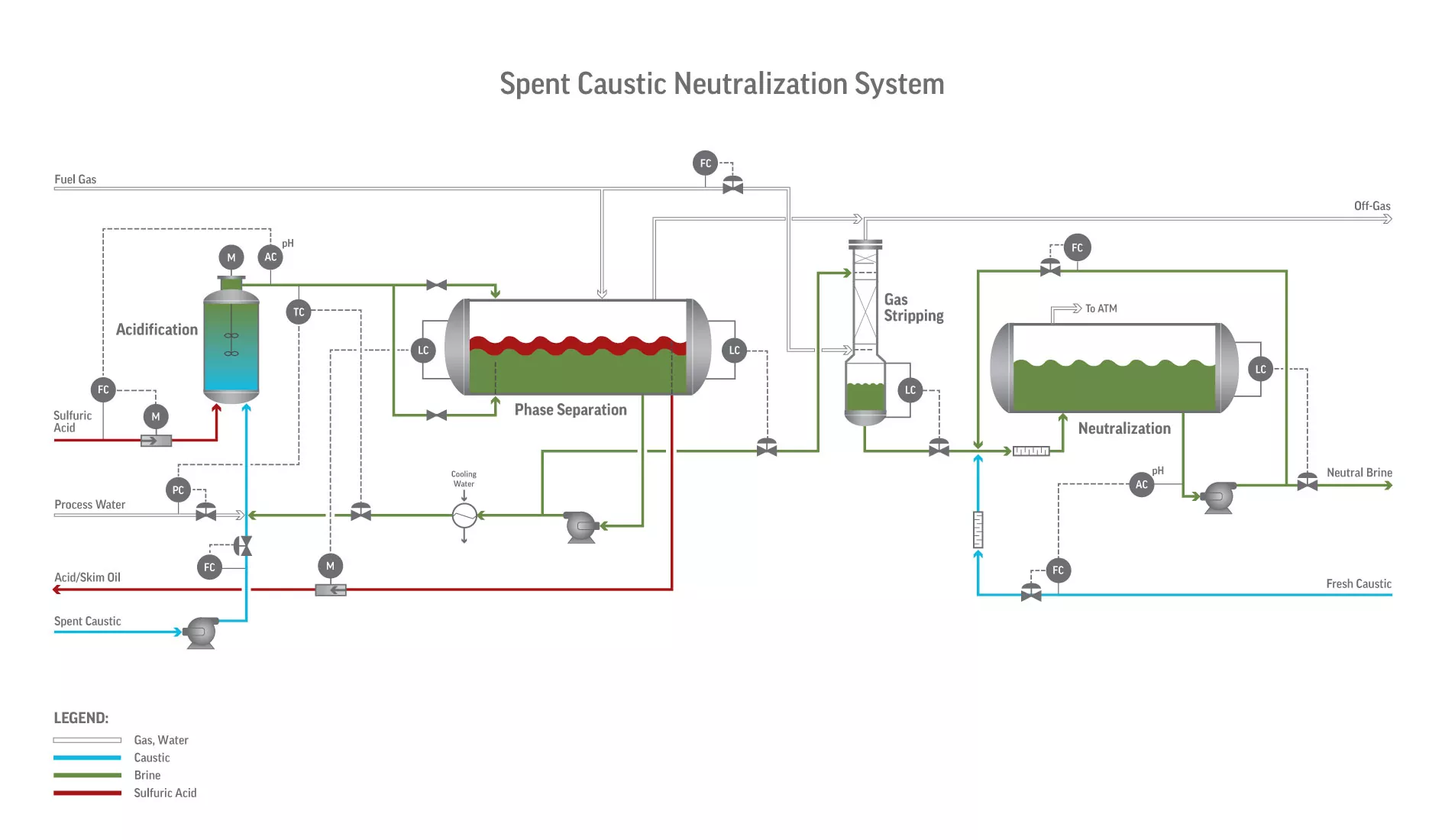
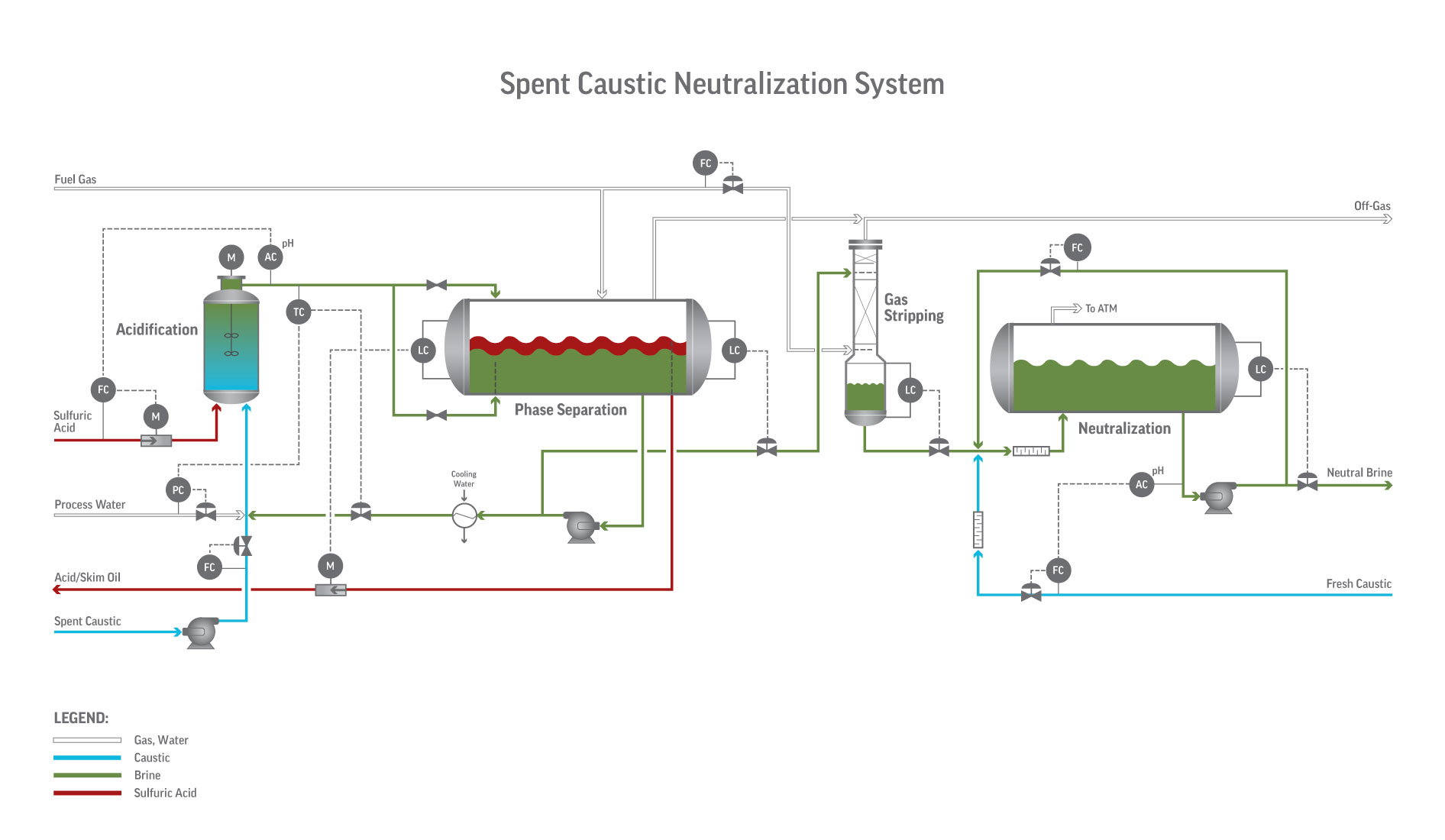
MERICON™ III Advantages
- Best for treating sulfidic and naphthenic spent caustics
- Acidifies all spent caustics at low pressures and temperatures, releasing most high COD impurities from caustic; reduces COD by 90-95%
- Allows recapture of organic compounds (naphthenates and phenolics) if advantageous
- Flexible operation managing varying compositions and quantities of spent caustic in a timely and responsible manner
- Proven technology for removal of naphthenates in caustic streams

History of Innovation
For nearly 75 years, Merichem® has provided proven spent caustic services and processing technologies to oil and gas industry leaders. Our reputation for innovation, expertise and dedication to customer service continue to be unsurpassed.
Extensive Capabilities
To every challenge, we bring a comprehensive suite of capabilities to help our customers address their treatment issues. Whether it’s licensing technology, guidance, design, engineering, fabrication, testing or implementation, Merichem® can apply the right resources, when and where they’re needed.


{kind=link}
{kind=link}
{kind=link}